卷取機助卷輥液壓系統(tǒng)振顫故障
(1)卷取機故障
某1500mm帶鋼熱連軋生產線卷取機為全液壓臥式有芯卷取,配備液壓助卷輥,采用AJC踏步控制,可有效降低沖擊負荷和噪聲,提高帶鋼表面質量。投產初期,作為控制卷取質量核心的1號助卷輥液壓系統(tǒng)出現(xiàn)問題,即助卷輥在自動抱合初期,液壓系統(tǒng)產生振顫、沖擊大,導致液壓油管頻繁開焊噴油。
(2)卷取機助卷輥液壓系統(tǒng)
①助卷輥液壓缸的動作控制 帶鋼順序進入到1~3號助卷輥與卷筒之間開始卷取。當卷好一整圈后,助卷輥開始實施踏步控制。當卷取2~3圈時卷筒實行第二次擴脹,以將鋼卷與卷筒結合得更緊密。當卷到適當圈數(shù)后(一般為5~7圈)助卷輥打開,靠卷筒單獨卷取。這時卷取速度應與帶鋼運行速度相等。卷筒與F6機架間形成一定的卷取張力。當帶鋼尾部全部從F6軋機軋出后,輸出輥道、1號卷取機入口輥道降速,卷筒要與1號夾送輥之間形成張力繼續(xù)卷取,當只剩最后幾圈時,1~3號助卷輥以設定壓力壓向鋼卷,完成卷取。助卷缸的工作可分兩種狀態(tài):一是助卷輥后退時液壓缸有桿腔進油,活塞桿回縮到工藝設定位置,助卷輥前進時無桿腔進油,活塞桿伸出到工藝設定位置;屬典型的位移閉環(huán)控制;二是助卷輥接近接觸帶鋼時無桿腔繼續(xù)進油,活塞桿伸出,助卷輥壓緊帶鋼,要求對壓力進行控制,屬典型的壓力閉環(huán)控制。在一個動作循環(huán)中兩種閉環(huán)要進行切換,這就決定了該控制系統(tǒng)的復雜性。
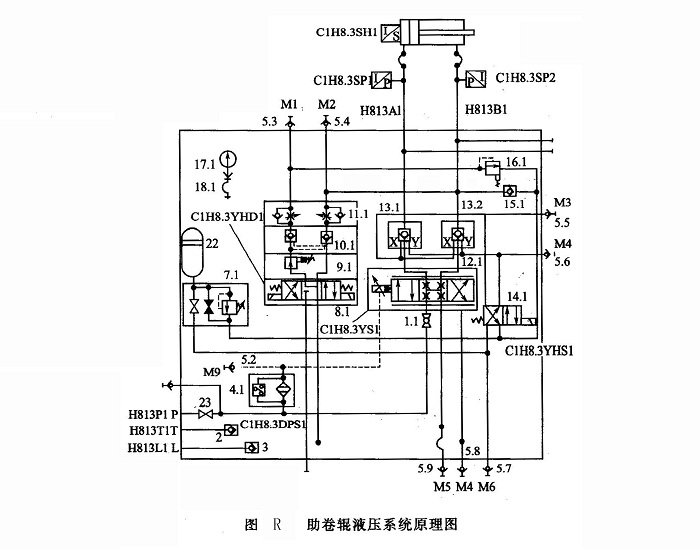
②助卷輥液壓系統(tǒng)原理 如圖R所示,助卷輥液壓缸前進及快退調節(jié)時,伺服閥12.1的伺服線圈C1H8. 3YS1輸入控制信號。電磁換向閥14.1的電磁鐵C1H8. 3YHS1得電,打開液控單向閥13.1。助卷輥液壓缸張緊及回縮方向和速度的調節(jié)由輸入伺服閥的控制信號控制。助卷輥液壓缸回縮時,電磁換向閥8.1的電磁鐵C1H8. 3YHD1左側得電,電磁換向閥14.1的電磁鐵C1H8. 3YHS1斷電,關閉液控單向閥13.1。助卷輥液壓缸前進時,電磁換向閥8.1的電磁鐵C1H8. 3YHD1右側得電,電磁換向閥14.1的電磁鐵C1H8. 3YHS1斷電,關閉液控單向閥13.1。停止工作時各電磁線圈均不得電。過濾器4.1可向伺服閥提供高精度的控制油液;蓄能器22用于補充及穩(wěn)定工作時的壓力供油,其充氮壓力為18. 5MPa;伺服缸內置位置傳感器C1H8. 3SH1用于檢測助卷輥液壓缸的位置及實現(xiàn)無級位置控制;壓力傳感器C1H8. 3SP1、C1H8. 3SP2用于助卷輥液壓缸活塞側和活塞桿側的壓力檢測及計算機控制;溢流閥16.1用于吸收助卷輥液壓缸的沖擊;單向閥15.1用于補充沖擊時助卷輥液壓缸活塞桿側的油液。
(3)助卷輥振顫原因分析
①機械傳動系統(tǒng) 要求各連接環(huán)節(jié)盡量消除間隙,盡可能減少鉸接點,所以必須采用液壓缸來直接驅動助卷輥的輥架,并且液壓缸銷軸應用錐形套消除間隙。現(xiàn)場檢查發(fā)現(xiàn),機械間隙不大,配合良好,手動閉合助卷輥,沒有出現(xiàn)振顫現(xiàn)象,從而排除了機械間隙大的原因。
②液壓伺服系統(tǒng) 從液壓伺服系統(tǒng)分析來看,造成該現(xiàn)象的原因有單向閥開啟滯后、伺服閥響應特性差及伺服缸響應慢。更換伺服閥,并手動按住控制液控單向閥開啟的電磁閥14.1,自動閉合助卷輥,助卷輥液壓缸仍然振顫,從而排除了伺服閥和液控單向閥的故障。伺服缸響應問題只能從程序上加以調整。
③自動控制系統(tǒng) 自動化監(jiān)控的信息表明,液壓缸動作響應比控制使能信號滯后較多,跟不上節(jié)奏。從1號助卷輥的程序和各項參數(shù)與2號卷取機完全相同,可排除程序和檢測元件的故悼,進而認定是伺服缸響應特性與所設定參數(shù)不匹配造成的。調整程序斜坡斜率,增大為原來的3倍,故障消除。