液壓進給組合機床故障診斷與維修
液壓進給組合機床經常出現這樣一種現象:快速進刀速度正常,開始加工時工作臺就停止不前。這種“無工進”現象由多種原因造成。液壓系統的故障牽涉面廣,主要的可能原因有:切削力大;液壓泵內泄;溢流閥內部零件卡住、損壞或彈簧疲勞;執行控制元件(方向閥,流量閥等)內部零件磨損或卡死及檢修裝配失誤;執行元件內部零件磨損造成內漏;系統外漏油嚴重;液壓缸因密封件擠進缸壁引起執行件阻力增大等。在設備的初期故障和偶發故障期內,上述原因只可能有一種,兩種以上原因的概率很小。
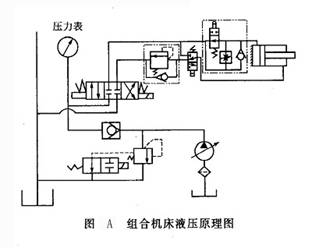 組合機床液壓系統(圖A)中,各種元件和輔助裝置的機構及油液均封閉在液壓站及管道和執行元件內,不像機械故障那樣直觀,而且測量也不如電器問題方便,不易直接判斷。如果先從液壓站逐一檢查,維修起來非常困難,不但找不到原因,還會因盲目拆卸元件,造成新的故障。以下是按逐項排除方式快速診斷“無工進”故障的方法。
組合機床液壓系統(圖A)中,各種元件和輔助裝置的機構及油液均封閉在液壓站及管道和執行元件內,不像機械故障那樣直觀,而且測量也不如電器問題方便,不易直接判斷。如果先從液壓站逐一檢查,維修起來非常困難,不但找不到原因,還會因盲目拆卸元件,造成新的故障。以下是按逐項排除方式快速診斷“無工進”故障的方法。
(1)工進切削力大
這類問題的原因主要是刀具磨損,鋒利度不夠,或零件材質不均勻,有硬點存在,特別是鑄造毛坯夾雜硬點很多。因為很多組合機床為滿足加工要求的“快進大流量、小壓力,工進小流量、大壓力”需要,基本都采用如圖1-2所示的自反饋變量泵。當工進切削力增大時,液壓系統壓力增大。柱塞(件1)在反饋液壓油的作用下推動定子(件3)向右運動,直至定子與轉子同心、無流量輸出,從而進油管路無流量,滑臺停止。可以從加工產生的聲音是否異常來判斷這種情況,也可觀察液壓系統壓力表讀數是否超過泵的額定壓力。解決這種問題最簡單的辦法就是檢查更換質量好的刀具,或測試毛坯硬度、改善毛坯鑄造質量。
(2)液壓泵內泄
當油溫過高時,液壓油黏度下降,泵端蓋螺釘松動或轉子與端蓋間隙因磨損增大均可造成液壓泵內泄,不能輸出壓力油,從而無工進。
%25XC3Q47F4%7BO50O6%7BKJK.png)
造成油溫升高的原因很多,最主要的是液壓泵不變量。當滾柱(件2)由于磨損而卡死時,或者配油盤與定子圈壓死,反饋液壓油推不動定子,則無法實現變量,致使大量壓力油經溢流閥流回油箱,造成液壓功率損失,產生大量熱能使溫度升高。判斷泵是否變量的方法是:首先開動液壓泵,在系統不卸荷的情況下慢慢升高安全閥的壓力,同時觀察壓力表,若泵變量不好,則系統壓力一直升高,可能超過泵的額定壓力(6.3MPa)的數值。造成油溫升高的另一種原因是系統壓力調整不當。為防止液壓系統壓力過高而損壞元件,系統中設置了溢流閥,它的壓力一般低于泵壓0.2~0.3MPa。但若溢流閥低于變量泵的最大壓力太多時,在“工進”時便有大量液壓油經溢流閥流回油箱,使油發熱。
綜上所述,解決油溫高的問題要從檢修液壓泵和調整系統壓力著手。可以打開泵的泄油管看泄漏是否很大來判斷液壓泵有無內泄。如果以上工作都做了,內泄依然很大,就要換成黏度較高的液壓油,特別是夏季。
(3)液壓缸及外管路泄漏
當液壓缸及外管路泄漏時系統壓力建立不起來,無法實現工進。特別是液壓缸內泄,比較隱蔽,不易發現。可以使工作臺停在最后位置,打開向后的回油管,用手捅向后的換向閥,看是否有油流出,如有則是內漏。再就是看看液壓缸內部阻力是否很大。液壓缸阻力一般是由于油溫高使活塞上的密封圈或液壓缸端蓋密封活塞桿的油封老化、變形、變軟,擠進活塞與缸壁、活塞桿與端蓋孔之間,產生巨大的摩擦力,抵消了一部分液壓力,從而無法克服工進吃刀力,工作臺不工進。此時可以看快進時的壓力表讀數,如果快進壓力很大,說明缸內阻力很大;也可拆開油管,松開滑臺壓板,撬動滑臺,如果感覺非常沉重,即可判斷缸內阻力很大。若已確認是這種現象,就要拆開液壓缸檢查,更換密封圈。
(4)各種壓力閥的檢查
壓力閥(如溢流閥)因配合副磨損或彈簧疲勞而無法實現額定壓力,或者換向閥因油液污染閥芯卡死、不在中位,使壓力油直接回油箱,則系統壓力建立不起來。這些都可以從壓力表上看出。如原理圖A所示,可以采用截堵的辦法來判斷具體是哪一個閥泄漏,即將閥的進出口都堵住,看壓力能否升起來,不能則閥泄漏。
綜合以上各種故障原因,快速判斷修理應遵循如圖C所示的步驟。
IB~SKI.png)
按照樹狀圖的分析步驟,可以先根據壓力表讀數判斷故障的大方向,然后再拆開油管判斷液壓泵內泄、液壓缸內泄、工作臺別勁等故障,再堵截判斷閥的故障。因為液壓泵和液壓缸故障容易判斷,但修理時間長,所以為減少維修時間應先將它們檢查排除,如果有問題可以先更換,再隨后修理,可供下次備用。該方法尤其適用于生產線,因為生產線中的同類型組合機床很多,便于儲備備用液壓部件,而且生產節拍緊,停機時間非常有限,使用該方法不僅可以降低停歇臺時,而且可以緩解大多數企業機修工“閑時多,忙時少’’的矛盾。